作者:亨嘉智能 添加时间:2017-10-26 浏览:669 次
在数控车方机的车削作业中,程序贯穿整个零件的加工过程。由于每个人的加工方法不同,编制加工程序也各不相同,但最终的目的是为了提高数控车方机的生产效率,因此对于选择最合理的加工路线显得尤为重要。本文将从确定走刀路线、选择合适的G命令等细节出发,分析在数控车削中程序的编制方法。
一、分析零件图样
分析零件图样是工艺准备中的首要工作,直接影响零件的编制及加工结果。主要包括以下几项内容:
分析加工轮廓的几何条件:主要目的是针对图样上不清楚尺寸及封闭的尺寸链进行处理。
分析零件图样上的尺寸公差要求,以确定控制其尺寸精度的加工工艺,如刀具的选择及切削用量的确定等。
分析形状和位置公差要求:对于数控切削加工中,零件的形状和位置误差主要受机床机械运动副精度的影响。在车削中,如沿Z坐标轴运动的方向与其主轴轴线不平形时,则无法保证圆柱度这一形状公差要求;又如沿X坐标轴运动的方向与其主轴轴线不垂直时,则无法保证垂直度这一位置公差要求。因此,进行编程前要考虑进行技术处理的有关方案。
分析零件的表面粗糙度要求,材料与热处理要求,毛坯的要求,件数的要求也是对工序安排及走刀路线的确定等都是不可忽视的参数。
二、合理确定走刀路线,并使其最短
确定走刀路线的工作是加工程序编制的重点,由于精加工切削程序走刀路线基本上都是沿其零件轮廓顺序进行的,因此主要内容是确定粗加工及空行程的走刀路线。走刀路线泛指刀具从对刀点开始运动起,直到返回该点并结束加工程序所经过的路径。包括切削加工的路径及刀具引入、切出等非切削空行程。使走刀路线最短可以节省整个加工过程的执行时间,还能减少一些不必要的刀具消耗及机床进给机构滑动部件的磨损。下图1所示为三种车锥方法,用矩形循环命令进行加工,来分析一下走刀路线合理确定。
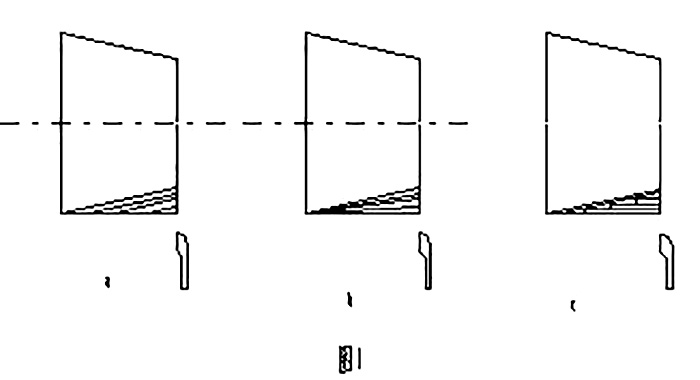
图1a为平行车锥法,这种方法是每次进刀后,车刀移动轨迹平行于锥体母线,随着每次进刀吃刀,Z相尺寸按一定比例增加,与普车加工锥体方法相同,使初学者易懂。Z向尺寸的计算方法是按公式C=D-d/L得出。若C为1:10,含义是直径X上去除1毫米,长度Z上增加10毫米。按该比例可以很简单的进行编程,并且可以保证每一次车削的余量相同使切削均匀。图1b为改变锥角车锥法,是随着每一次X向进刀,保持Z向尺寸为图纸尺寸,每一刀都改变了锥角的大小,只有最后一刀是图纸要求的锥角大小。这种车锥法可以不必进行每次Z向尺寸的计算,但在加工中由于Z向尺寸相同,使加工路线较长,同时切削余量不均匀,影响工件的表面尺寸和粗糙度,一般适合于锥面较短,余量不大的锥体中。图1c为阶台加工锥体法,这种加工法是每一次走刀轨迹平行于工件的轴线,加工出许多小的阶台,最后一刀车刀沿锥体斜面进行走刀,这种加工方法要先做1:1比例图,否则易车废工件,由于是台阶状,所以余量不均匀,影响锥面加工质量。
显然,上述三种切削路线中,如果起刀点相同,则平行法车锥体路线最合理,生产中常用此法进行加工。
未完待续,更多详情,敬请拨打我司24小时全国服务热线400-1866-068垂询!






